

Why Most Steel Plants Fail Digital Transformation Initiatives—And How Metallurgical Leaders Can Fix It
- Prashant Kshirsagar
- Jun 23
- 12 min read

Updated: Jul 2
⬡ METALLURGICAL INTELLIGENCE ⬡ Why Most Steel Plants Fail Digital Transformation Initiatives — And How Metallurgical⬡ METALLURGICAL INTELLIGENCE ⬡ Why Most Steel Plants Fail Digital Transformation Initiatives — And How Metallurgical Leaders Can Fix It Industry 4.0 investments in steel are crossing $4.7 billion globally — yet 7 out of 10 digital transformation initiatives in steel plants fail before delivering measurable ROI. Leaders Can Fix It Industry 4.0 investments in steel are crossing $4.7 billion globally — yet 7 out of 10 digital transformation initiatives in steel plants fail before delivering measurable ROI. |
By A Global Metallurgical & Quality Transformation Leader | 17.9+ Years — Steel, Quality Systems, Industry 4.0 | Published 2025
Tags: #DigitalTransformation #SteelIndustry #Industry40 #Metallurgy #COPQ #AIinManufacturing #SmartSteel

SECTION 1 EXECUTIVE SUMMARY — THE PROBLEM IN FIVE BULLETS
The global steel industry is spending billions on digital transformation — ERP upgrades, IoT sensors, AI platforms, digital twins — and yet the majority of initiatives are stalling, being abandoned, or producing dashboards that nobody uses. This is not a technology problem. It is a leadership, process, and metallurgical-integration problem. |
• Steel plants globally are investing $4.7B+ annually in Industry 4.0 technologies, yet McKinsey reports 70% of industrial digital transformations fail to scale beyond pilots.
• Root cause: Digital tools are deployed without metallurgical process integration — sensors capture data that operators cannot interpret, and AI models fire alerts that engineers cannot trust.
• The consequence: Rising COPQ (Cost of Poor Quality), persistent yield losses of 3–6%, customer complaint escalations, and EBITDA erosion that board-level KPIs fail to connect to digital failure.
• The fix: Metallurgical leaders must own digital transformation — not IT departments. Process intelligence must precede digital intelligence.
• Plants that successfully integrate digital tools with metallurgical logic are reporting 40–75% reductions in rejection rates, 50%+ cuts in unplanned downtime, and $25–$55 per tonne COPQ improvement.
70% of steel digital initiatives fail to scale | $4.7B annual steel Industry 4.0 investment | 75% defect reduction where done right |
SECTION 2 THE INDUSTRIAL PROBLEM — A BILLION-DOLLAR PARADOX
Visit any modern steel plant today and you will find a paradox that costs the industry billions annually.
There are sensors on the ladles. There are IoT gateways on the electric arc furnace. There is a control room that looks like a NASA mission centre. There is a vendor-installed AI platform with 47 dashboard tiles. And yet — three days later — a heat goes wrong, a batch of billets is rejected, a customer complaint arrives, and the root cause investigation is still being done on paper.
This is the billion-dollar paradox of steel digitalisation.
BOARD-LEVEL ALERT: When a steel plant spends $2–8M on a digital transformation initiative and rejection rates remain unchanged 18 months later, this is not an IT failure. It is a leadership failure — specifically, the failure to understand that digital tools cannot replace metallurgical thinking. They must be powered by it. |
Who Is Impacted?
• CEOs and CFOs: EBITDA under pressure from invisible COPQ they cannot trace to a system failure
• Plant Heads: Caught between vendor promises and operational reality
• Quality Managers: Drowning in manual inspection data while AI systems sit underutilised
• Metallurgists: Technically competent but excluded from digital architecture decisions
• Customers: Receiving inconsistent material with no data-backed traceability
• Investors: Told a digital transformation is underway, seeing no improvement in financial metrics
SECTION 3 ROOT CAUSE — WHY DIGITAL TRANSFORMATION FAILS IN STEEL
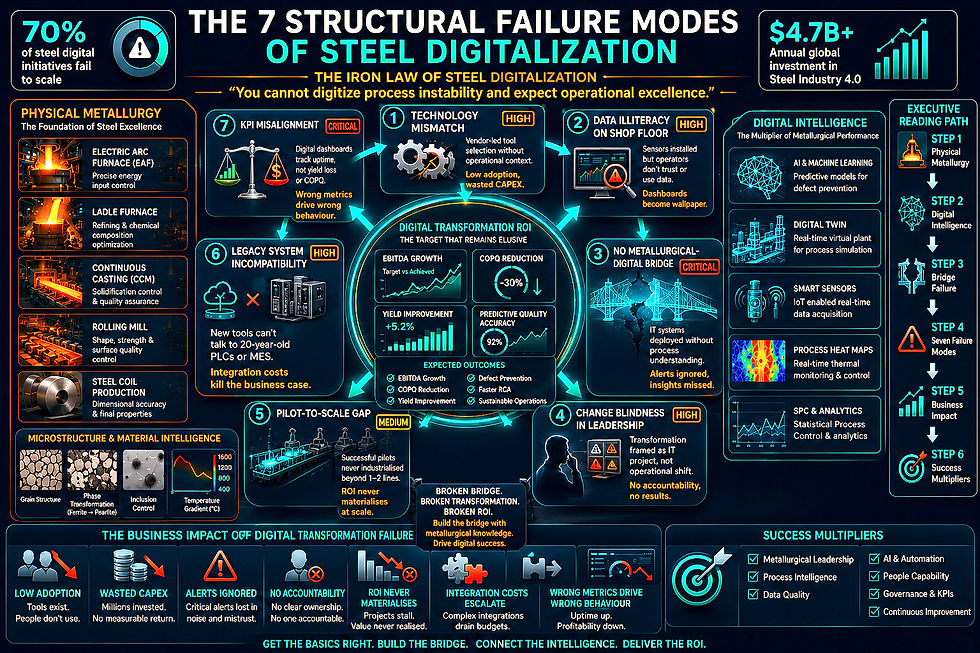
The 7 Structural Failure Modes — A Diagnostic Framework
Failure Mode | Root Cause | Consequence |
Technology Mismatch | Vendor-led tool selection without operational context | Low adoption, wasted CAPEX |
Data Illiteracy on Shop Floor | Sensors installed but operators don't trust or use data | Dashboards become wallpaper |
No Metallurgical-Digital Bridge | IT teams deploy systems without process understanding | Alerts ignored, insights missed |
Change Blindness in Leadership | Transformation framed as IT project, not operational shift | No accountability, no results |
Pilot-to-Scale Gap | Successful pilots never industrialised beyond 1-2 lines | ROI never materialises at scale |
Legacy System Incompatibility | New tools can't talk to 20-year-old PLCs or MES | Integration costs kill the business case |
KPI Misalignment | Digital dashboards track uptime, not yield loss or COPQ | Wrong metrics drive wrong behaviour |
The Metallurgical-Digital Disconnect: Understanding the Core Failure
Steel is a materials-science-driven industry. Every process variable — tapping temperature, chemical composition, solidification rate, rolling reduction ratio, cooling gradient — has metallurgical consequence that cascades into mechanical properties, surface quality, and dimensional accuracy.
When IT teams deploy digital systems without this understanding, they instrument the wrong variables, set meaningless alert thresholds, and build dashboards that report what happened rather than what is going to happen. The result is a data-rich but insight-poor environment.
"A sensor on an EAF electrode without understanding the relationship between arc stability, foamy slag control, and heat-to-heat carbon consistency is just an expensive thermometer. It measures. It does not understand." |
For the Non-Metallurgist: What This Means in Business Language
• Technical reality: Steel's microstructure is controlled by a chain of interdependent process decisions made in milliseconds across 10–15 process steps.
• Plain language: Every quality decision in a steel plant is connected. A wrong temperature at tapping affects chemistry, which affects solidification, which affects mechanical properties — and no single sensor sees the whole chain.
• Business implication: AI models trained on individual data streams without understanding this cascade will generate false alerts, miss real problems, and erode operator trust within 60 days of deployment.
SECTION 4 STRATEGIC INTERVENTION — THE METALLURGICAL LEADER'S BLUEPRINT

The solution is not to abandon digital transformation. The solution is to redesign how it is approached — with metallurgical intelligence at the centre, and technology as the enabler.
Principle 1: Process Intelligence Before Digital Intelligence
Before deploying any digital tool, a steel plant must have documented and stable process knowledge:
• Critical process variables (CPVs) defined for each production stage
• Process capability (Cpk) baselines established for each CPV
• Cause-and-effect matrix mapping process inputs to quality outputs
• Historical defect database classified by root cause — not just symptom
• Operator knowledge formalised into process control instructions (PCIs)
Principle 2: The Metallurgical-Digital Bridge Role
Every steel plant executing digital transformation needs one person who can speak both languages fluently. This is the Metallurgical-Digital Integration Lead — a role that barely exists today but will define competitive advantage in the next decade.
CAPABILITY GAP: A data scientist who does not understand the relationship between ladle metallurgy and mechanical property scatter will never build a predictive quality model that metallurgists trust. Conversely, a metallurgist who cannot structure a training dataset will never unlock AI's potential. The bridge role—and the capability it represents—is the single highest-leverage hire a steel plant can make today. |
Principle 3: Define KPIs That Connect Digital to P&L
• Every digital metric must have a direct financial consequence
• Rejection rate reduction = revenue saved per tonne
• Unplanned downtime reduction = tonnes per annum recovered
• COPQ reduction = margin improvement per heat
• Customer complaint reduction = NPS, contract retention, penalty avoidance
SECTION 5 THE 24-MONTH TRANSFORMATION ROADMAP
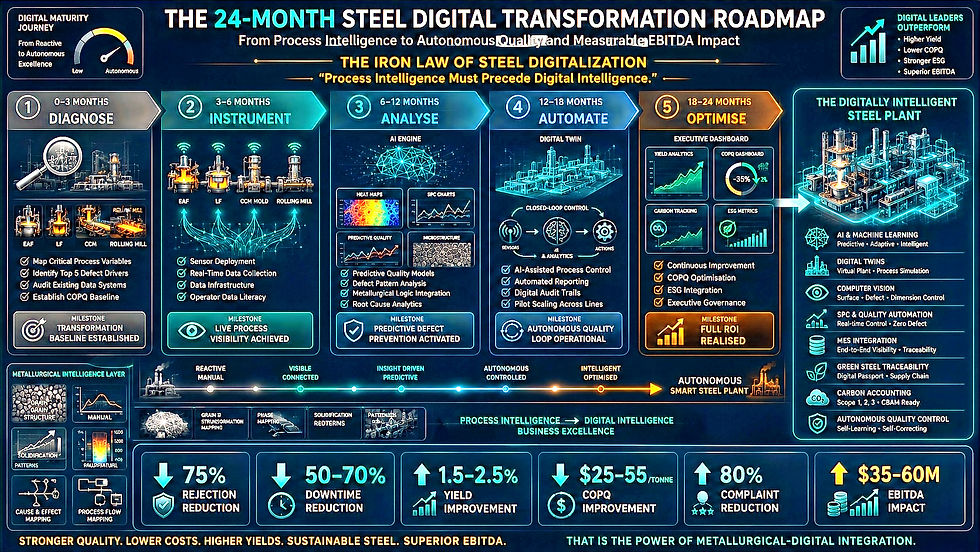
A Structured, Phase-Gated Approach to Steel Digital Transformation
Phase & Timeline | Key Actions | Milestone Outcome |
Phase 1 — Diagnose (0–3 Months) | Map critical process variables. Identify top 5 defect root causes. Audit data infrastructure gaps. | Clear transformation baseline established |
Phase 2 — Instrument (3–6 Months) | Deploy sensors on critical equipment (EAF, LF, CCM). Establish real-time data pipelines. Train operators on data literacy. | Live process visibility achieved |
Phase 3 — Analyse (6–12 Months) | Deploy SPC on key quality parameters. Build predictive quality models. Connect metallurgical logic to AI alerts. | Predictive defect prevention activated |
Phase 4 — Automate (12–18 Months) | Integrate AI-driven process control recommendations. Automate reporting and audit trails. Scale proven pilots across all lines. | Autonomous quality loop operational |
Phase 5 — Optimise (18–24 Months) | Continuous model retraining. COPQ tracking. Sustainability metrics integrated. Board-level digital KPI dashboard live. | Full ROI realised. EBITDA impact visible |
SECTION 6 TECHNOLOGY & INNOVATION — THE STEEL DIGITAL STACK
The right technology stack for steel digitalisation is not the most expensive one. It is the one most tightly integrated with metallurgical process logic.
Technology Layer | Implementation | Business Outcome |
Process Sensing | High-temp pyrometers, ladle sensors, mould thermocouples, vibration sensors on drives | Real-time process parameter capture |
Edge Computing | On-premise edge nodes for low-latency analytics (no cloud dependency for critical alerts) | Sub-second anomaly detection |
Digital Twin | Virtual replica of EAF, LF, or rolling mill for parameter simulation | What-if testing without plant risk |
AI/ML Quality Models | Trained on historical heat data to predict composition deviations, surface defects, mechanical failures | Predictive defect prevention |
Computer Vision | Camera-based surface inspection at rolling mill exit, billet yard, slab scarfing | Automated visual defect classification |
SPC Automation | Auto-triggered control charts on OES, tensile, hardness, ultrasonic data | Statistical process stability monitoring |
Integrated MES | Real-time production order tracking linked to quality outcomes | End-to-end traceability |
Executive Dashboard | Power BI / Grafana dashboards for COPQ, yield, defect trends, customer complaint analytics | Boardroom-ready decision intelligence |
AI in Steel: What It Can and Cannot Do
• AI CAN: Predict likely quality deviations 2–4 heats before they occur, based on process variable patterns
• AI CAN: Classify surface defect types with >95% accuracy using computer vision at rolling mill exit speeds
• AI CAN: Recommend process parameter adjustments in real-time during EAF steelmaking
• AI CANNOT: Replace a metallurgist's judgement in novel failure modes not present in training data
• AI CANNOT: Self-correct if its training data was labelled incorrectly by non-specialists
• AI CANNOT: Make process decisions without metallurgical guardrails and approval workflows
RECOMMENDATION FOR CEOs: Do not procure AI for steel manufacturing without involving your Chief Metallurgist or most senior process engineer in the tool selection and model training process. An AI model trained on wrong data by the wrong people will not make your plant smarter. It will automate your existing problems at scale. |
SECTION 7 EQUIPMENT & PROCESS MODIFICATION — WHERE HARDWARE MEETS DATA

Digital transformation is not just software. The most impactful interventions combine sensor hardware upgrades with process control improvements and AI-driven decision support.
Electric Arc Furnace (EAF)
• Retrofit: Off-gas analysis sensors + electrode regulation optimisation → Improved energy efficiency and foam slag control
• Digital: Heat-by-heat carbon prediction model using scrap mix, power input, and off-gas CO/CO₂ ratio
• Outcome: Energy cost reduction of $8–15/tonne. Tap temperature consistency ±3°C vs ±15°C baseline
Ladle Furnace (LF) & Secondary Metallurgy
• Retrofit: Ladle thermocouples + real-time chemistry prediction from OES integration
• Digital: Alloy addition optimisation model to hit composition targets with minimum alloy cost
• Outcome: Alloy cost reduction 5–12%. Composition hit rate improved from 87% to 97%
Continuous Casting Machine (CCM)
• Retrofit: Mould level sensors + breakout prediction system + cooling water flow optimisation
• Digital: Solidification model predicting internal crack probability from casting speed and superheat
• Outcome: Breakout incidents reduced 60–80%. Internal quality rejections reduced 40–50%
Rolling Mill
• Retrofit: Computer vision cameras at bar/rod/plate exit for surface defect detection
• Digital: Automated defect classification linked to process variable correlation (roll wear, temperature, speed)
• Outcome: Surface inspection time reduced 70%. False rejection rate reduced 85%
SECTION 8 QUANTIFIED IMPACT — WHAT SUCCESSFUL DIGITAL STEEL LOOKS LIKE

The following benchmarks are derived from documented outcomes in steel plants that successfully executed metallurgically-integrated digital transformation programmes across India, Europe, and the Middle East:
KPI | Before Digital | After Digital | Quantified Gain |
Rejection Rate | 3–6% of output | 0.8–1.5% | Up to 75% reduction |
COPQ (Cost of Poor Quality) | $40–$80/tonne | $15–$25/tonne | $25–$55/tonne savings |
Unplanned Downtime | 8–15% of available time | 3–5% | 50–70% improvement |
Customer Complaints | 8–15 per quarter | 1–3 per quarter | 80% reduction |
Yield Loss | 3–5% melt loss | 1.5–2.5% | 1.5–2.5% yield gain |
Energy Cost per Tonne | Baseline + 12–18% waste | Baseline – 8–12% | $8–$18/tonne reduction |
Audit Readiness | Manual prep 2–4 weeks | Continuous, real-time | Audit PASS certainty increased |
EBITDA TRANSLATION: For a 1 million tonne per annum steel plant, a $25/tonne COPQ improvement represents $25 million annually in direct EBITDA recovery. A 1.5% yield improvement on steel priced at $700/tonne adds $10.5 million in recovered revenue. Combined, a successful digital transformation in a mid-size steel plant delivers $35–$60M annual EBITDA impact within 18–24 months. |
SECTION 9 GLOBAL, ESG & FUTURE RELEVANCE

Green Steel and Digital Transformation Are the Same Imperative
The steel industry is under an unprecedented dual mandate: decarbonise operations and digitise them — simultaneously. These are not separate journeys. They are the same journey.
• Carbon Border Adjustment Mechanism (CBAM): European importers will demand tonne-by-tonne carbon footprint data by 2026. Plants without digital traceability will lose access to premium European markets.
• Scope 3 Emissions Tracking: Automotive and infrastructure customers are requiring embedded carbon data in steel certificates. Manual systems cannot produce this at scale.
• Green Steel Premium: Digitally-traced, low-carbon steel commands a 5–15% price premium in European and Japanese markets — premium that pays back transformation investment within 12–18 months.
• Regulatory Compliance: BIS, ISO, IATF, and API quality standards are moving toward real-time digital audit trails. Paper-based QMS will not pass future audits.
• Supply Chain Resilience: Post-pandemic, global OEM customers are requiring supplier digital readiness assessments before contract awards. Digital transformation is now a procurement requirement.
Regional Perspective
• India: With steel production capacity targeting 300 MTPA by 2030, Indian plants face the dual challenge of scaling production while improving quality and sustainability. Digital transformation is the only viable path to both.
• Middle East: GCC steel producers are competing with European and Asian mills for high-specification project steel. Digital quality certification is becoming a market access requirement.
• Europe: Under full CBAM and Green Deal pressure, European mills are using digital transformation to defend premium positions — and source only from digitally-certified global suppliers.
SECTION 10 LEADERSHIP LESSON — WHAT THE BOARDROOM MUST UNDERSTAND
THE IRON LAW OF STEEL DIGITALISATION "Digital transformation in steel is not an IT project. It is a metallurgical transformation — enabled by technology. The plant that understands this distinction will outperform the one that doesn't. Every time." |
5 Things Every Steel CEO Must Do Today
• Stop funding digital tools. Start funding digital capability. Technology without trained people is hardware. Train your metallurgists in data science. Train your data scientists in metallurgy.
• Make COPQ visible at board level. If your board meeting does not discuss Cost of Poor Quality alongside EBITDA, you are managing the wrong numbers.
• Assign ownership of digital transformation to a process leader, not a technology leader. Your VP of Operations must own this. Your CTO should serve them.
• Measure transformation by plant outcomes, not by system deployments. The right KPI is rejection rate, not number of dashboards installed.
• Connect digital investment to ESG commitments publicly. Investors, customers, and regulators are watching. Digital traceability is now a board-level ESG obligation.
SECTION 11 THE 10-POINT METALLURGICAL DIGITAL TRANSFORMATION CHECKLIST

Download, Print, and Execute — A Practical Action Plan for Plant Heads and Quality Leaders
# | Action | Detail | Timeline | Owner |
1 | Conduct Digital Readiness Audit | Assess current data infrastructure, sensor coverage, and process documentation completeness | Week 1–2 | Plant Head + Quality Head |
2 | Map Top 5 Defect-Cost Drivers | Use COPQ analysis to identify where digital intervention delivers maximum EBITDA impact | Week 2–4 | Metallurgy + Quality Team |
3 | Appoint Metallurgical-Digital Lead | Hire or designate a bridge role that speaks both process engineering and data science | Month 1 | CEO / MD |
4 | Launch Sensor Instrumentation | Deploy process sensors on critical control points — EAF tap temperature, ladle chemistry, CCM mould level | Month 2–4 | Engineering + IT |
5 | Pilot Predictive Quality on One Line | Train AI model on 12 months of historical data. Validate predictions against actual outcomes. | Month 4–8 | Quality + Digital Team |
6 | Establish Real-Time COPQ Dashboard | Build executive-visible dashboard tracking rejection rate, rework cost, downtime by root cause | Month 3–6 | Quality + IT |
7 | Train Operators — Data Literacy First | Deliver 2-day process data interpretation training before any digital tool rollout | Month 2–3 | HR + Quality Head |
8 | Define Digital KPIs Tied to P&L | Every digital metric must connect to yield, COPQ, customer complaints, or energy cost | Month 1 | Finance + Operations |
9 | Industrialise Pilot to All Lines | After successful pilot validation, deploy systematically across all production lines | Month 9–18 | Plant Head |
10 | Board-Level Digital Review Quarterly | Present digital transformation KPIs at every board meeting — make it a governance imperative | Ongoing | CEO / CFO / COO |
SECTION 12 CLOSING — THE STEEL PLANT THAT WINS THE NEXT DECADE
The steel plant that will dominate the next decade is not the one with the most sensors. It is not the one with the most expensive AI platform. It is not the one with the largest IT budget.
It is the plant where every metallurgist thinks like a data scientist — and every data scientist thinks like a metallurgist.
It is the plant where the CEO knows what COPQ is and holds it to account at every board meeting. Where the plant head can pull up a real-time quality dashboard on a tablet during a customer audit. Where the metallurgist receives an AI alert 4 heats before a chemistry deviation becomes a rejection.
Where digital transformation is not a project. It is a culture.

The steel industry has built the modern world — bridges, skyscrapers, automobiles, railways, pipelines. It has survived every industrial revolution by adapting faster than its competitors.
Industry 4.0 is not an exception.
The question is not whether your plant will transform digitally. The question is whether you will lead that transformation — or be left behind by a competitor who did.
ABOUT THE AUTHOR A Metallurgical & Quality Transformation Leader with 17.9+ years of hands-on experience across steel manufacturing, quality systems governance, supplier development, failure analysis, and Industrial Digital Transformation. Specialist in connecting metallurgical process intelligence to EBITDA outcomes, COPQ reduction, and Industry 4.0 implementation across India, the Middle East, and global steel ecosystems. Specialisations: Metallurgy | Quality Systems | Lean Six Sigma | Industry 4.0 | AI in Manufacturing | COPQ Governance | Supplier Quality | Failure Analysis |
━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━
Did this blog change how you think about digital transformation in steel?
Share it with your plant head. Forward it to your quality team. Reference it in your next board presentation.
#MetallurgicalIntelligence #SteelTransformation #Industry40 #DigitalSteel #COPQ #AIinMetallurgy #SmartManufacturing #QualityLeadership #SteelIndustry #GreenSteel
━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━



Comments