

DEFUSING THE TRAMP ELEMENT TIME BOMB:-
- Prashant Kshirsagar
- Jun 25
- 15 min read

DEFUSING THE TRAMP ELEMENT TIME BOMB How AI & Machine Learning Solve the EAF Scrap Quality Crisis AI-driven scrap intelligence converts 'sustainable' feedstock risk into predictable, sellable tonnes — protecting yield, EBITDA, and global export access in the EAF era |
Domain: Metallurgy | EAF | AI/ML | Audience: C-Suite | Plant Heads | Engineers | Impact: EBITDA | Yield | ESG | CBAM |
01 | EXECUTIVE SUMMARY — The Boardroom Bottom Line |

Every year, billions of dollars in EBITDA evaporate on the rolling mill floor — not because of process failure, not because of equipment breakdown, but because of invisible chemistry that should have been stopped at the scrap gate. Copper. Tin. Antimony. Elements so metallurgically stubborn that no furnace on earth can remove them once they enter the melt. This is the tramp element time bomb — and it is ticking faster as the global steel industry races toward EAF-based green steel production.
DIMENSION | THE CRISIS | THE SOLUTION | THE OUTCOME |
Business Problem | EAF expansion + scrap quality degradation = quality crisis at scale | AI-first scrap quality stack deployed at the scrap gate | Protected yield, EBITDA, and export access |
Technical Cause | Cu & Sn are metallurgically noble — cannot be removed by oxidative refining | ML models predict tramp risk before charging; CV sorts at source | Zero-defect melt strategy replacing guess-blending |
Financial Impact | Yield loss, remelts, warranty claims, CBAM exposure — multi-million $ annually | Predictive blending eliminates over-specification of costly DRI/HBI | 2–6% yield gain; 30–60% COPQ reduction; 6–18 mo. payback |
Regulatory Exposure | CBAM at €75.36/tCO₂e; 42 nations restrict scrap exports | Digital traceability + supplier scorecards support CBAM compliance | Lower CO₂/tonne; premium market access preserved |
Strategic Imperative | Scrap quality is a board-level risk — not a procurement footnote | Empower metallurgists with AI; govern scrap as a strategic asset | Competitive moat: lower input cost + higher output quality |
The tramp element time bomb has been ticking for decades. With AI and Machine Learning, we finally have the tools to defuse it. The question is not whether to invest — it is whether your plant will be a leader or a casualty. |
02 | THE INDUSTRIAL PROBLEM — The Green Steel Paradox |

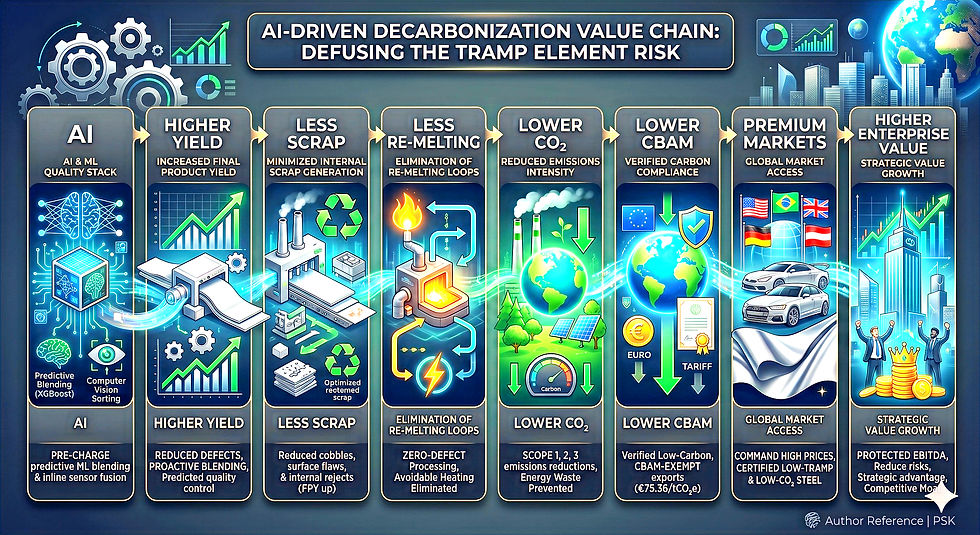
What is Happening: The Uncomfortable Truth Behind Decarbonization
The global steel industry is executing one of the most capital-intensive transitions in its history — migrating from Blast Furnace–Basic Oxygen Furnace (BF-BOF) routes to Electric Arc Furnace (EAF) steelmaking. The motivation is legitimate and urgent: EAF steelmaking generates significantly lower CO₂ emissions per tonne of steel produced, and regulatory pressure through mechanisms like the EU Carbon Border Adjustment Mechanism (CBAM) is accelerating that shift.
But this green steel imperative has created an industrial paradox that is rarely discussed in boardrooms: the more steel the world recycles, the more it poisons the scrap pool it depends upon.
🔑 For the Non-Metallurgist: Think of scrap as used cooking oil. The first time it is reused, it is fine. By the fifth time, it has absorbed so many impurities that it burns everything it touches. Tramp elements are those impurities — and there is no filter capable of removing them from steel once they are in. |
The Scale of the Supply-Demand Imbalance
METRIC | CURRENT REALITY | TREND | CONSEQUENCE |
Prime Scrap Supply Growth | ~0.8% per year | Flat / Declining | Scarcity of clean feedstock |
EAF Scrap Demand Growth | ~4.0% per year | Accelerating | Quality-demand mismatch widening |
Global Scrap Export Restrictions | 42 nations + active bans | Increasing | Domestic scrap pools increasingly contaminated |
Post-Consumer Cu Concentration | Doubling every 2–3 recycle loops | Compounding | Hot shortness risk rising every heat |
Indian EAF Exporters' CBAM Exposure | 15–22% effective price cuts | Tightening annually | Revenue loss + quality rejections simultaneously |
Who Bears the Damage?
■ CHAIRMEN & BOARDS: CEOs and Boards invested in EAF for sustainability — yet quality is deteriorating and customers are escalating complaints.
■ PLANT HEADS: Plant Heads inherit scrap streams that are increasingly unpredictable and destructive to rolling mill infrastructure.
■ QUALITY DIRECTORS: Quality Directors struggle to explain why surface defect rates rise despite tighter downstream controls.
■ EXPORT MANAGERS: Export Managers face CBAM penalties on one side and quality-driven rejections on the other — a margin vice.
■ ESG OFFICERS: Sustainability Officers watch the green steel narrative undermined by mounting reject rates and re-melts.
■ INVESTORS: Investors question whether EAF can deliver both environmental and financial returns simultaneously.
03 | TECHNICAL ROOT CAUSE — Why Copper and Tin Cannot Be Removed |
The Thermodynamic Trap: The Ellingham Diagram Tells the Whole Story
The root cause of the tramp element crisis is not operational negligence. It is thermodynamic law. On the Ellingham Diagram — the definitive map of oxide stability in steelmaking — copper (Cu) and tin (Sn) sit significantly above iron (Fe). This single fact has profound and irreversible consequences for every EAF operator in the world.
It means: during standard oxidative refining in the EAF or ladle, iron is oxidized preferentially. Carbon, silicon, and manganese are slagged out. But copper and tin remain entirely noble — chemically immune to the oxidation cycle. They cannot be refined out. They can only be diluted.
⚠ METALLURGICAL FACT: Once copper and tin enter the meltshop charge, they are permanent guests. The only way out is through expensive dilution with primary metallics — DRI, HBI, or pig iron — which inflates raw material cost and defeats the economics of using scrap in the first place. |
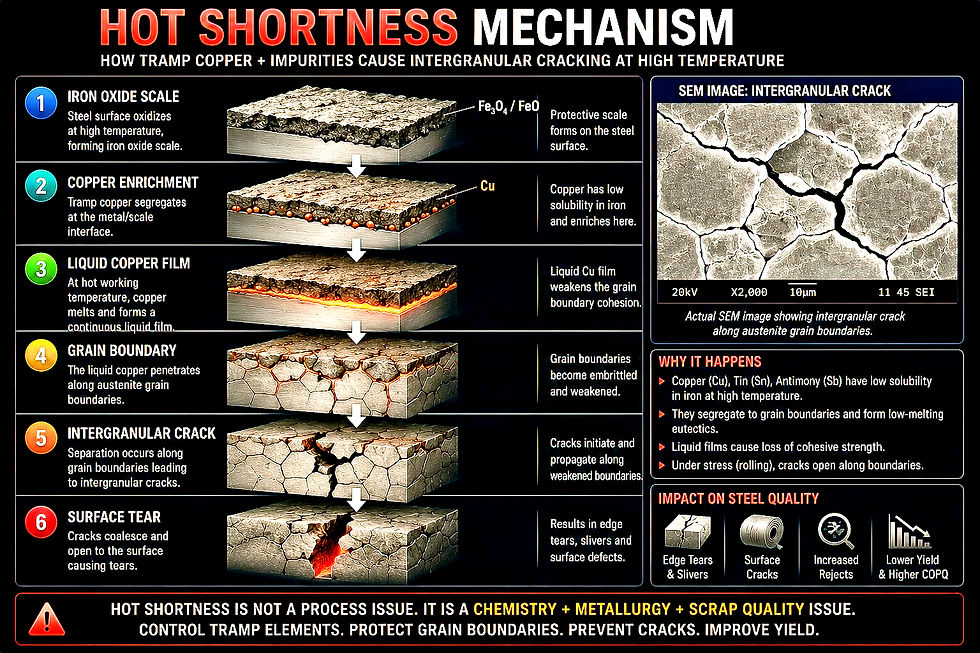
The Hot Shortness Mechanism: From Invisible Chemistry to Catastrophic Failure
The destruction does not occur during melting. It occurs during rolling — typically above 1000°C — following a precisely documented failure sequence:
1. As the steel slab or billet enters the reheating furnace, surface iron oxidizes to form iron oxide scale (Fe₂O₃ / Fe₃O₄).
2. Copper, refusing to oxidize, is rejected at the oxide-metal interface and concentrates beneath the scale as a sub-surface liquid film.
3. Because copper's melting point (1085°C) is below the reheating temperature (~1200°C), this concentrated layer exists as liquid.
4. Under rolling mill strain, this liquid film penetrates austenite grain boundaries through liquid metal embrittlement (LME).
5. The grain boundary cohesion is destroyed — intergranular cracking initiates, propagates, and produces surface tears, edge cracks, and catastrophic rolling failures.
The Compounding Effect: Why This Crisis Is Accelerating
TRAMP ELEMENT | SOURCE IN POST-CONSUMER SCRAP | CRITICAL THRESHOLD | COMPOUNDING INTERACTION |
Copper (Cu) | Automotive wiring, E-waste, electronics, copper piping | Cu > 0.15% (standalone) | With Sn: threshold drops to 0.10% |
Tin (Sn) | Tinplate packaging, coated steel, electronics | Sn > 0.03% | Every 0.01% Sn ≈ 0.10% Cu in damage |
Antimony (Sb) | Flame retardants, batteries, solder | Sb > 0.03% | Synergistic embrittlement with Cu + Sn |
Lead (Pb) | Battery terminals, pigments, solder | Pb > 0.002% | Extreme grain boundary embrittlement |
Combined Risk Index | Mixed post-consumer scrap (multi-loop) | Cu + 10Sn ≤ 0.15% | Failure risk rises non-linearly with combinations |
📈 The Recycling Concentration Curve: What starts as 0.05% Cu in first-cycle scrap becomes 0.10% after the second cycle, 0.20% after the third. There is no plateau. With global EAF capacity doubling by 2040, the contamination trajectory is exponential — not linear. |
04 | STRATEGIC INTERVENTION — The AI & ML Solution Architecture |

From Reactive Guess-Blending to Predictive Quality Control
The traditional scrap quality management paradigm is fundamentally reactive. Scrap arrives, rough estimates are applied, blending is done conservatively, tests come back after the heat is cast, and defects are discovered after substantial value has been added. This paradigm destroys margin at every step.
The AI-powered paradigm inverts this logic entirely. It characterizes scrap before melting, predicts tramp element risk from the blend, optimizes in real time, and prevents defects before a single electrode fires.
DIMENSION | TRADITIONAL APPROACH | AI-POWERED APPROACH |
Scrap Characterization | Supplier declaration + manual sampling (slow, inaccurate) | Inline XRF/LIBS sensor + computer vision (real-time, continuous) |
Tramp Risk Assessment | Post-melt OES lab result — too late to act | Pre-charge ML prediction — actionable before melting |
Blending Decision | Conservative over-specification of DRI/HBI (costly safety margin) | Optimal minimum dilution calculated by XGBoost model |
Defect Prevention | Reactive: detect defects at inspection, scrap or downgrade | Proactive: predict and prevent before the furnace charges |
Data Utilization | Heat logs rarely analyzed; knowledge stays with individuals | 115,000+ heats analyzed; institutional knowledge encoded in model |
Supplier Accountability | Price-based procurement; quality rarely tracked forensically | Digital scorecard: every batch tagged, scored, and traceable |
Carbon Efficiency | Re-melts inflate CO₂/tonne; poor yield worsens CBAM exposure | Zero re-melts; maximum yield; minimum primary metallics consumed |
The Three Pillars of AI-Powered Scrap Quality Management
PILLAR 1: Predictive ML Blending — XGBoost and Beyond
Machine learning models trained on historical heat data can predict tramp element content with remarkable precision — before a single tonne of scrap enters the furnace. The landmark research basis for this approach analyzed approximately 115,000 heats, developing an XGBoost-based gradient-boosted decision tree model capable of predicting the final concentrations of copper, chromium, molybdenum, phosphorus, nickel, tin, and sulphur from scrap mix inputs.
MODEL INPUT: [Scrap mix composition] + [Supplier historical chemistry] + [Slag chemistry telemetry] + [Previous heat data] MODEL OUTPUT: Predicted tramp element profile per heat → Optimal blend recommendation → Minimum DRI/HBI threshold |
■ Model learns from every heat — predictions improve continuously as data accumulates
■ Real-time blend optimization: operators adjust ratios before charging, not after rejection
■ Enforces the critical hot shortness boundary: Cu + 10Sn ≤ 0.15% maintained dynamically
■ Eliminates over-specification of expensive primary metallics — direct EBITDA protection
PILLAR 2: Computer Vision Scrap Sorting — Detecting Copper Before It Enters the Furnace
Traditional copper removal depends on XRF sorting or manual inspection — both expensive, slow, and incapable of identifying insulated copper wiring embedded within dense shredded steel bundles. The AI alternative deploys deep learning computer vision systems directly over scrap intake conveyors, operating at full production speeds.
TECHNOLOGY | WHAT IT DETECTS | HARDWARE REQUIREMENT | KEY ADVANTAGE |
YOLO-based CNN (Hybrid-YOLOv5) | Non-ferrous metals, painted components, copper wire | Low-cost, low-power edge computing device | Runs on standard industrial hardware |
SteelDS Benchmark Dataset | High-res annotated shredded steel/copper scrap video | Existing conveyor cameras + GPU inference | Standardized training dataset for rapid deployment |
CNN + Magnetic + Resistive Sensing | Mixed non-ferrous contamination in bulk scrap | Sensor fusion array above conveyor | Highest accuracy for ambiguous material types |
AIoT Precision Grading | Surface defects, material classification to 0.6 mm | Smart camera + IoT edge node | Sub-millimetre detection for premium grade sorting |
PILLAR 3: Process Optimization — Real-Time Closed-Loop Integration
The third pillar integrates prediction and detection into a seamless operational closed loop — connecting the scrap yard gate to the furnace control system and the rolling mill quality dashboard:
6. Scrap arrives at plant gate → Sensor station captures inline XRF/LIBS elemental profile
7. Computer vision array scans conveyor → Copper-bearing particles flagged and ejected
8. Cleaned, characterized scrap data feeds ML model → Predicted tramp element chemistry computed
9. Optimization algorithm recommends exact blend ratios and minimum DRI/HBI dilution
10. Operator validates recommendation → Automated feeder systems execute blend
11. Post-melt OES confirms prediction accuracy → Model retrained with new heat data
12. Yield, defect rate, CO₂/tonne, and EBITDA impact logged automatically to executive dashboard
🔬 Real-World Evidence: The ADAPT-EAF project — a £7 million AI-powered research partnership between Tata Steel and Imperial College London — is actively building this future. The ALCHIMIA project is simultaneously developing a Big Data platform to optimize EAF blending for both cost and carbon. The s-X-AIPI project is exploring federated learning across plants. This technology is not theoretical. It is being deployed at scale today. |
05 | TECHNOLOGY & INNOVATION LAYER — The Digital Toolkit |

Building the AI-First Scrap Quality Stack
LAYER | TECHNOLOGY | FUNCTION | BOARD VALUE |
Feedstock Intelligence | Inline XRF / LIBS / Hyperspectral Imaging | Real-time elemental analysis at scrap intake | Replace supplier guesswork with verified chemistry |
Visual Sorting | YOLO CNN + SteelDS + Air-jet ejectors | Non-ferrous detection and physical removal | Eliminate contamination before melt — lowest cost intervention |
Predictive Analytics | XGBoost / Random Forest / Ensemble ML | Tramp element risk prediction from blend data | Optimize dilution; protect margin; prevent defects |
Digital Twin | Physics-informed EAF simulation model | Virtual testing of scrap blend scenarios | Eliminate trial heats; reduce CAPEX risk; train operators |
Closed-Loop Control | PLC-connected feeder automation + ML API | Real-time blend execution based on model output | Remove human variance; enforce quality on every heat |
Federated Learning | Cross-plant ML model sharing (s-X-AIPI) | Plants learn from each other without data sharing | Accelerate model accuracy; network-wide quality uplift |
Executive Dashboard | Tramp Risk Index / FPY / CO₂/t / Supplier KPIs | Board-level visibility of scrap quality performance | Make scrap quality a governed, strategic KPI |
Human-in-the-Loop: Why AI Amplifies Rather Than Replaces Metallurgists
The most critical design principle for EAF AI systems is human-in-the-loop (HITL) architecture. AI ranks and recommends. Metallurgists validate and decide. Operators execute. This is not a philosophical position — it is an engineering requirement. Scrap yard realities, customer grade commitments, furnace constraints, and supplier relationship dynamics require domain expertise that no model can fully encode. The plants that win will be those where metallurgical wisdom and machine learning combine — not compete.
06 | EQUIPMENT & PROCESS MODIFICATIONS — Plant-Level Implementation Blueprint |

What to Modify, Why It Matters, and What It Costs
MODIFICATION | LOCATION | TECHNOLOGY REQUIRED | EXPECTED IMPACT | CAPEX RANGE (USD) |
Intake Sensor Stations | Scrap yard gate | Compact LIBS / XRF inline units + conveyor integration | Real-time chemistry vs. supplier declaration | $150K–$400K |
Computer Vision Conveyor | Primary shredder output belt | HD cameras + YOLO edge GPU + air-jet ejectors | Cu-bearing removal before charging | $80K–$250K |
Scrap Yard RFID/QR Tracking | Batch storage zones | RFID tags + barcode scanners + yard MES | Full traceability from receipt to heat | $30K–$100K |
Automated Scrap Feeders | Charging cranes / hoppers | Digital load cells + PLC + blend algorithm API | Precise weight execution of ML recommendations | $100K–$300K |
Inline OES at Tapping | EAF tapping station | Portable OES probe + auto-sampling | Closes feedback loop; improves model | $200K–$500K |
Rugged Sensor Enclosures | All meltshop locations | Water-cooled NEMA-4X SS enclosures + air-purge | Sensor survival in thermal/dust environment | $20K–$80K |
ML Server / Edge Computing | Control room + edge nodes | Industrial GPU servers + real-time ML inference | Sub-second predictions at operating speed | $50K–$200K |
Executive KPI Dashboard | Control room + boardroom | Power BI / Grafana + historian integration | Board-level visibility of scrap quality | $20K–$60K |
💰 Total Pilot Investment (Single Line): A focused pilot covering Pillar 1 (sensor station) + Pillar 2 (computer vision) + Pillar 3 (ML blending model) can typically be deployed for $300K–$800K — with payback typically achieved within 6–18 months on a mid-size EAF plant producing 500,000+ tonnes annually. |
07 | QUANTIFIED IMPACT — The Business Case for Your CFO |

Evidence-Based Financial Outcomes
METRIC | BASELINE (UNMANAGED) | AI-MANAGED TARGET | FINANCIAL TRANSLATION |
Tramp-related reject rate | 3–8% of output | 0.3–1.5% (50–90% reduction) | At 500K t/yr + $50/t COPQ = $7.5M–$20M annual saving |
Yield (FPY) improvement | Baseline FPY | +2–6% absolute improvement | Every 1% yield gain ≈ $2M–$5M EBITDA on a mid-size plant |
COPQ reduction | Baseline COPQ | 30–60% reduction in 6–12 months | Direct margin recovery; reduces warranty claims |
CO₂/tonne reduction | Baseline CO₂/t | 4–10% reduction from fewer remelts | CBAM tariff reduction; ESG reporting improvement |
DRI/HBI dilution cost | 15–25% of charge (conservative spec) | 8–15% of charge (optimized spec) | $3M–$8M annual raw material saving on 500K t/yr plant |
Payback period | N/A | 6–18 months on prioritized lines | Typical IRR >60% on AI scrap quality investment |
How to Present the ROI to Your Board
13. Establish the baseline cost of tramp element failures: scrap, rework, downgrade, warranty, CBAM exposure, lost revenue.
14. Model the AI implementation cost: sensors + software + integration + training + change management.
15. Project the annual saving from reject reduction + yield gain + raw material optimization.
16. Compute NPV over 5 years; sensitivity-test against scrap price and reject rate assumptions.
17. Present the dual-dividend: financial return + ESG/CBAM compliance benefit.
08 | GLOBAL & ESG RELEVANCE — Why This Is Now a Regulatory Imperative |
The CBAM Connection: Tramp Element Control as Carbon Strategy
For Indian and Asian EAF exporters, the Carbon Border Adjustment Mechanism is not a future risk — it is a present financial reality. From January 2026, steel entering the EU carries a carbon price embedded in every tonne. The connection to tramp elements is direct and quantifiable:
CBAM RISK DRIVER | HOW TRAMP ELEMENTS WORSEN IT | HOW AI MITIGATES IT |
CO₂ per sellable tonne | Hot shortness rejects → remelts → extra energy consumed | Zero-defect processing → no remelts → lower CO₂/t |
Primary metallics requirement | High tramp forces DRI/HBI dilution → lower scrap ratio → worse Scope 1 | Optimized blending → maximum scrap → lower emissions intensity |
Yield efficiency | Rejected coils increase effective CO₂ per shipped tonne | Higher FPY → same CO₂ spread across more sellable tonnes |
Digital auditability | CBAM requires verified emissions data — manual processes cannot deliver | Sensor + ML stack generates automatic, audit-ready emissions records |
The Competitive Divide: AI-Enabled vs. Traditional EAF Operators
The gap will widen rapidly and irreversibly over the next five years. Plants that invest in AI-powered scrap management will access lower-cost scrap, produce higher-quality steel, command premium prices in automotive and packaging markets, attract ESG capital, and build a defensible CBAM cost advantage. Those that do not will pay premium prices for scarce clean scrap, struggle with quality and yield, lose share in high-value markets, face rising CBAM costs, and watch margins compress permanently.

🌍 The Circular Economy Imperative: AI does not just protect quality — it improves the entire circular economy. When more post-consumer scrap can be used safely in high-end applications, less virgin material is consumed, less primary energy is used, and the resource efficiency of the global steel cycle improves. Solving the tramp element problem is one of the highest-leverage interventions available to the green steel transition. |
09 | LEADERSHIP LESSON — What Boards, CEOs, and Plant Heads Must Understand |
Five Strategic Truths for Manufacturing Leaders
01 | SCRAP IS A BOARD-LEVEL RISK, NOT A PROCUREMENT FOOTNOTE. Tramp element contamination affects chemistry, process stability, customer quality, carbon footprint, and margin simultaneously. It belongs on the risk register — not the purchasing dashboard alone. |
02 | AI IS AN AMPLIFIER OF METALLURGICAL EXPERTISE — NOT A REPLACEMENT. The most successful AI implementations combine ML predictions with metallurgical validation and operational discipline. The algorithm needs the metallurgist. The metallurgist needs the algorithm. |
03 | DATA IS THE NEW RAW MATERIAL. Just as EAF operators invest in scrap yards, they must invest in data infrastructure. Without high-quality historical heat data, sensor feeds, and supplier chemistry records, ML models cannot deliver high-quality predictions. |
04 | START SMALL, SCALE FAST. The path to AI-powered scrap management is not a big-bang IT project. It is a series of targeted investments: one sensor station, one computer vision pilot, one ML model for one product grade. Demonstrate ROI, then scale with confidence. |
05 | THE WINDOW FOR COMPETITIVE ADVANTAGE IS CLOSING. CBAM is active. Scrap quality is declining. Competitors are investing. The plants that deploy AI-first scrap quality systems in 2024–2026 will build a structural cost and quality advantage that late movers will not be able to replicate. |
10 | BUILD YOUR OWN SYSTEM — A Step-by-Step Implementation Roadmap |
The 5-Phase Implementation Roadmap: From Scrap Risk to Predictive Quality Control
PHASE | TIMELINE | ACTIONS | DELIVERABLE | INVESTMENT BAND |
Phase 1: Baseline Audit | Week 1–4 | Map scrap sources; audit tramp history; quantify COPQ; rank supplier risk | Scrap Risk Report + Supplier Scorecard | $5K–$20K (internal) |
Phase 2: Data Infrastructure | Month 2–3 | Connect existing OES/XRF to historian; extract 3–5 yrs heat logs; clean and label data | Clean heat dataset (target: >10,000 heats) | $20K–$80K |
Phase 3: Pilot — Sensing | Month 3–5 | Install intake XRF sensor station on 1 scrap line; validate vs. supplier data | Real-time scrap chemistry feed + validation report | $150K–$400K |
Phase 4: Pilot — CV + ML | Month 5–9 | Deploy computer vision on 1 conveyor; train XGBoost model on clean dataset; pilot blend optimization for 1 product grade | Copper detection system + Predictive blend model + ROI measurement | $200K–$450K |
Phase 5: Scale & Govern | Month 9–18 | Roll out to all scrap lines; integrate ML into MES/ERP; create Tramp Risk KPI dashboard; establish monthly governance review | Full AI scrap quality stack + Board dashboard + Supplier remediation SOP | $100K–$300K additional |
Technology Partner Selection Criteria
■ Proven experience in industrial computer vision and steel/metals ML — not generic AI vendors
■ Ability to work with OPC-UA, Profibus, and plant historian systems (OSIsoft PI, Aveva, etc.)
■ Edge-capable hardware: GPU inference must run at conveyor speeds without cloud dependency
■ Physics-informed model design: ML must respect metallurgical boundaries, not just statistical correlations
■ Human-in-the-loop architecture: operator validation workflows built into the system design
■ CBAM-ready auditability: automatic emissions and quality records generated per heat
11 | IMMEDIATE ACTION CHECKLIST — Five Things to Do This Week |
✅ ACTION 1: QUANTIFY YOUR TRAMP ELEMENT BASELINE Launch a 30-day statistical audit of your finished steel inventory. Calculate the average and worst-case Cu and Sn concentrations across current production. Map these against supplier batches and heat logs to establish your Tramp Risk Profile. This baseline is the foundation of every AI investment decision that follows. |
✅ ACTION 2: BUILD YOUR HEAT DATA ASSET Extract 3–5 years of historical heat data from your MES/ERP/OES systems. Clean, label, and structure the dataset — linking scrap mix, charge composition, furnace parameters, final chemistry, yield, and defect outcomes per heat. Without this asset, no ML model can be built. Start now. |
✅ ACTION 3: PILOT INTAKE SENSING AND COMPUTER VISION Identify your highest-risk scrap intake line. Deploy a compact XRF or LIBS sensor station. Install a camera system with a YOLO-based detection model configured for copper-bearing materials. Measure detection accuracy and tramp reduction over 90 days. Calculate the financial impact of contamination prevented. |
✅ ACTION 4: DEPLOY AND VALIDATE A PREDICTIVE BLEND MODEL Using your clean historical heat dataset, train an XGBoost or ensemble ML model to predict tramp element content from scrap mix inputs. Validate against held-out heats. Connect the model to your scrap yard blending decisions. Track yield improvement and DRI/HBI optimization savings as primary financial KPIs. |
✅ ACTION 5: ESTABLISH BOARD-LEVEL GOVERNANCE Create a monthly Tramp Risk Review in the Executive Operations meeting. Report the Tramp Risk Index, FPY by scrap batch, DRI/HBI cost per tonne, CO₂/tonne, and supplier remediation status. Make scrap quality as visible to the board as energy cost and OEE. Accountability drives adoption. |
CLOSING SIGNATURE The global steel industry stands at an inflection point. The EAF transition is inevitable. The scrap quality crisis is real. The tramp element time bomb is ticking — louder and faster with every recycling loop. For decades, metallurgists have known the problem. For decades, the industry has managed it reactively, expensively, and imprecisely. That era ends now. With AI and machine learning, we can predict tramp element content before a single electrode fires. We can detect and remove copper contamination before it enters the furnace. We can optimize scrap blends in real time to protect yield, reduce cost, and minimize carbon footprint. We can transform scrap from a liability into a precisely governed, high-performing industrial asset. The ADAPT-EAF project, the ALCHIMIA platform, and the s-X-AIPI federated learning initiative are not future roadmaps. They are current investments. The technology works. The economics are proven. The regulatory imperative is in force. The plants that deploy AI-first scrap quality systems today will not simply survive the crisis. They will define the future of green steel. Managing the global scrap quality crisis is ultimately a challenge of precision data governance — not raw material availability. When an enterprise integrates physics-informed machine learning with machine-level inspection arrays, the manufacturing facility transitions from a vulnerable processing loop into a highly predictable, high-margin profit centre. “Continuous learning and process evolution are valuable only when seamlessly transformed into measurable business outcomes, operational excellence, and sustainable enterprise value.” — Prashant Shankar Kshirsagar Metallurgy & Quality Transformation Leader | 17.9+ Years | EAF | AI-Driven Manufacturing Excellence |
SHARE THIS BLOG WITH YOUR NETWORK
#EAFSteelmaking #AIinMetallurgy #TrampElements #GreenSteel #ScrapQuality #MachineLearning #CBAM #Industry40 #SteelManufacturing #HotShortness #MetallurgyBlog #DigitalTransformation #YieldOptimisation #EBITDAProtection #CircularEconomy
Forward this to your Plant Head | Share with your Quality Team | Tag your EAF Operations Leader


Comments