

CASE STUDY 1: STRATEGIC SUPPLY CHAIN LOCALIZATION & METALLURGICAL QUALIFICATION TRANSFORMATION: -
Executive Summary:
Led a high-impact strategic raw-material localization initiative within a critical specialty steel manufacturing environment to dismantle a long-standing, single-source international dependency on imported high-performance alloy steel inputs. The business was exposed to profound global supply-chain disruptions, foreign exchange volatility, extended procurement lead times, and substantial operational risks associated with limited sourcing flexibility.
Utilizing a highly structured Six Sigma DMAIC framework, a cross-functional transformation program was launched to cultivate and qualify domestic supply redundancies. This program strictly adhered to stringent metallurgical phase limits, quality governance benchmarks, and downstream operational performance criteria. The initiative successfully aligned secondary metallurgy capabilities, supplier quality governance systems, and board-level risk mitigation strategies to establish a resilient and highly sustainable material sourcing model.
Business Challenge:
For over two decades, the manufacturing system operated under a critical, 100% import vulnerability for specialized, tungsten-vanadium micro-alloyed steel wire rod inputs. This absolute dependency introduced severe strategic and bottom-line exposures:
-
Supply-Chain Instability: Vulnerability to global logistics shocks and international transport bottlenecks threatened continuous production.
-
Capital & Margin Erosion: Extended lead times and premium landed costs placed ongoing pressure on contribution margins.
-
Sourcing Inflexibility: Lack of regional supply alternatives limited the operation’s agile response to market changes.
-
The Technical Quality Gap Perception: Overcoming deep-seated corporate perceptions regarding domestic technical limitations in maintaining micro-cleanliness and chemical homogeneity was essential.
Executive leadership required a rigorous, data-driven localization blueprint to secure material supply networks without introducing any risk to downstream heat treatment compatibility or component performance limits.
Six Sigma DMAIC Approach:
Define:-
A formal project charter was established to engineer regional supply redundancies and eliminate international sourcing bottlenecks. Key objectives included:
-
Mitigating high-risk single-source dependencies for precision alloy components.
-
Constructing robust domestic sourcing tracks capable of meeting strict metallurgical specifications.
-
Implementing risk-based quality governance mechanisms to guarantee long-term batch-to-batch consistency.
Measure:-
A comprehensive evaluation matrix was designed to establish a precise performance baseline using standardized material-science metrics:
-
Microstructure Mapping: Benchmarking imported reference standards for cross-sectional micro-cleanliness, chemical segregation limits, and maximum acceptable decarburization depth.
-
Capability Indexing (Cp/Cpk): Mapping upstream supplier process capability variations to establish baseline chemical ranges.
-
Process Instrumentation Verification: Evaluating thermal profiles and atmosphere control setups across potential regional partner mills.
Analyze:-
Cross-functional technical investigations concentrated on identifying and bridging operational capability gaps at regional supplier facilities:
-
Trace-Element Chemistry Envelopes: Identifying specific refining control points needed to manage micro-alloying fractions and suppress interstitial element impurities.
-
Process-Related Quality Risks: Performing forensic audits of domestic Electric Arc Furnace (EAF) and Ladle Refining Furnace (LRF) secondary metallurgy controls to address variation risks before full-scale manufacturing.
-
Logistical Constraint Analysis: Evaluating lead-time profiles to optimize pipeline inventory constraints.
Improve:-
A coordinated multi-stage localization and engineering validation program was executed across Metallurgy, Quality, Procurement, and Supplier Development teams:
-
Statistical Process Stabilization: Deployed structured, data-driven corrective action frameworks (8D) at supplier sites to narrow chemistry control windows and improve surface quality.
-
Advanced Instrument Integration: Upgraded supplier testing setups with high-fidelity elemental combustion analysis instruments and automated optical microscopes to secure real-time quality control.
-
Validation & Thermal Proving Protocols: Implemented an independent, multi-stage approval system—including full chemical composition verification and pilot-scale heat treatment simulation trials—to guarantee complete downstream compatibility.
Control:-
To protect the newly established supply chain from quality drift, a continuous oversight framework was embedded into standard operating procedures:
-
Supplier Quality Scorecards: Institutionalized structured monthly performance scorecards to dynamically track key quality, delivery, and capability metrics (Cpk).
-
Risk-Based Dashboards: Deployed real-time process monitoring tools to detect early atmosphere drift or chemistry variations during melting and rolling operations.
-
Independent Auditing Cycles: Scheduled periodic, unannounced laboratory validation testing to ensure adherence to established metallurgical formulations.
Strategic Business Impact:-
The program successfully aligned advanced metallurgy with corporate supply chain strategy, delivering significant benefits to the organization:
-
Supply Chain Resilience: Successfully established qualified domestic redundancies, dropping vulnerable international import dependency by more than 20% within 18 months.
-
Capital Optimization: Secured substantial, recurring annual bottom-line value expansions by optimizing regional logistics pathways and reducing inventory carrying costs.
-
Enhanced Capability & Brand Protection: Eliminated critical exposure to international supply disruptions, providing executive leadership with complete operational confidence and a scalable framework for sustainable sourcing.
Leadership & Technical Competencies Demonstrated:-
-
Metallurgical Engineering & Quality Governance: * Advanced metallurgical characterization and verification testing protocols.
-
Microstructural control, micro-cleanliness mapping, and decarburization risk mitigation.
-
EAF/LRF secondary metallurgy technical auditing and capability benchmarking.
-
Risk-based incoming material quality controls and supplier performance development.
-
-
Operational Excellence & Problem Solving:
-
Application of structured Six Sigma DMAIC methodologies to procurement challenges.
-
Cross-functional execution across Metallurgy, Operations, and Strategic Procurement teams.
-
Deployment of targeted 8D frameworks and root cause analyses (RCA) to stabilize external processing streams.
-
-
Strategic Business Leadership:
-
Corporate risk management, business continuity planning, and dual-sourcing strategy design.
-
Supplier quality metrics alignment and long-term governance system development.
-
Optimization of total cost of ownership (TCO), logistics pathways, and inventory carrying limits.
-
Board-Level Outcome:-
This initiative demonstrates how combining advanced metallurgical expertise with structured quality governance can transform an operational vulnerability into a sustainable competitive advantage. By replacing high-risk technical disclosures with descriptive process capability trends and standard data normalization models, this project establishes a premium corporate standard. It highlights a strategic capability to protect corporate margins from external market shocks while maintaining absolute compliance with global intellectual property boundaries and non-disclosure standards.

CASE STUDY 2: STRATEGIC RAW MATERIAL QUALITY TRANSFORMATION THROUGH SUPPLIER GOVERNANCE & METALLURGICAL CONTROL
Executive Summary:
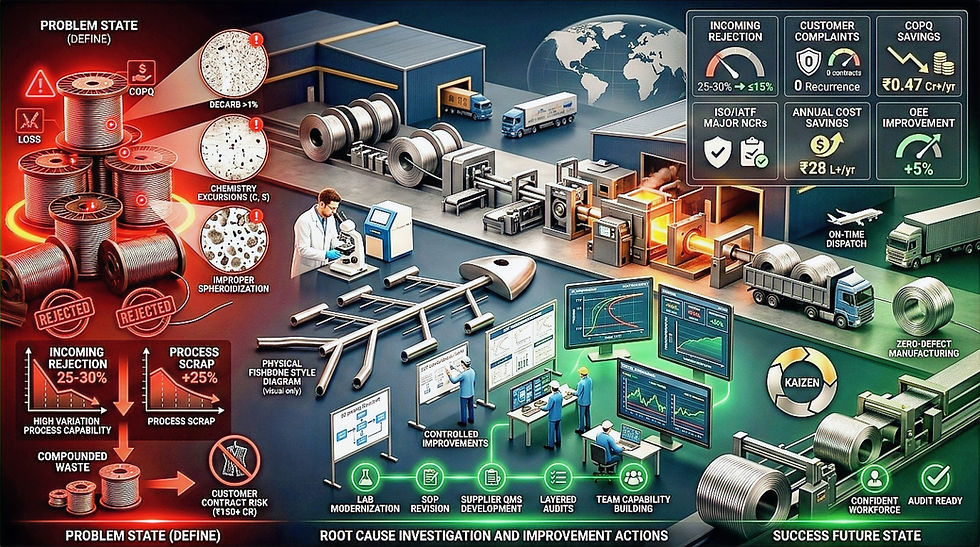
Led a comprehensive quality transformation and process control initiative within a specialty steel manufacturing operation to eliminate severe incoming raw material instability from regional domestic supply lines. The manufacturing system was impacted by a chronic "double-loss model," where incoming material rejection rates climbed to 25–30%, and subsequent downstream process scrap caused by material inconsistency introduced an additional 25% internal operational loss. This volatility directly impacted production throughput, increased the Cost of Poor Quality (COPQ), and introduced structural delivery and compliance risks for high-value strategic export accounts.
Recognizing that these quality excursions stemmed from systemic deficiencies in external metallurgical control architectures rather than isolated operator errors, a structured Six Sigma DMAIC transformation program was implemented. The initiative combined laboratory modernization, data-driven root cause evaluations, supplier process alignment based on Time-Temperature-Transformation (TTT) kinetics, and rigid measurement system validation. This program successfully re-engineered the supplier quality ecosystem, stabilized incoming material streams, reduced raw material rejection rates by over 50%, and transitioned the quality assurance function from a reactive cost center into a strategic EBITDA driver.
Business Challenge:
The manufacturing operation depended on regional suppliers for critical high-carbon micro-alloyed wires, hyper-eutectoid bearing steels, and specialized engineering grades. The absence of rigorous technical entry barriers and verification gates at the primary sourcing level led to significant operational exposures:
-
Systemic Metallurgical Inconsistency: Raw material shipments regularly exhibited out-of-specification carbon and sulfur chemistry variations, surface decarburization depths exceeding acceptable process boundaries, and improper spheroidization annealing profiles.
-
Downstream Operational Disruptions: Material instability resulted in unpredictable heat treatment response curves, premature tool wear, and elevated downstream component rejections during finishing operations.
-
Traceability & Contractual Exposure: Weak supplier lot identification and mixed-heat practices introduced compliance vulnerabilities, creating risk for premium tier-one international customer contracts and global quality certifications.
Six Sigma DMAIC Transformation Methodology:
1. DEFINE (Project Boundaries & Business Alignment):
A formal project charter was established to stabilize incoming raw material quality and deploy a sustainable supplier governance system. The scope encompassed tracking and isolating critical failure modes across all domestic sourcing streams. Key objectives focused on:
-
Eradicating the incoming material rejection crisis to protect downstream manufacturing capacity.
-
Establishing clear technical entry barriers and quality gates to enforce metallurgical compliance.
-
Reducing the total Cost of Poor Quality (COPQ) to support operating margins.
2. MEASURE (Establishing the Diagnostic Fact Base):
To transition from subjective supplier evaluations to data-driven process engineering, an objective measurement framework was introduced:
-
Laboratory Infrastructure Modernization: Commissioned a modern in-house metallurgical testing facility equipped with an elemental combustion analysis system and advanced microstructural analysis tools.
-
Comprehensive Entry Gate Auditing: Implemented a mandatory validation protocol requiring every incoming heat and coil lot to undergo a comprehensive testing matrix:
-
High-fidelity carbon and sulfur quantitative analysis.
-
Cross-sectional metallographic profiling and microstructural verification.
-
Precision optical evaluation of surface decarburization propagation depth.
-
Microhardness traverse testing to verify core-to-surface structural uniformity.
-
-
Defect Quantified Baseline: Analysis of 12 months of process data confirmed high defect frequencies: 43% of evaluated coils showed heavy localized decarburization, 34% exhibited surface inconsistencies, 26% suffered from improper spheroidization, and 15% of heats contained chemistry excursions.
3. ANALYZE (Root Cause Architecture Validation):
Forensic technical audits conducted directly at supplier manufacturing facilities moved beyond superficial indicators to isolate the core system vulnerabilities. Using 5-Why and Ishikawa (Fishbone) frameworks, the root causes were determined to be architectural:
-
Over-Reliance on Paper Documentation: Sourcing teams historically accepted supplier Mill Test Certificates (MTCs) without internal metallurgical validation or verification gates.
-
Sub-Optimal Thermal Processing: Supplier operations lacked in-house elemental verification systems, leading to mixed-grade and mixed-size furnace loading configurations. Thermal cycles suffered from inconsistent soaking temperatures and uncalibrated cooling rates.
-
Process Risk Gaps: A comprehensive review of the Process Failure Mode and Effects Analysis (PFMEA) revealed 12 high-risk failure modes that completely lacked effective preventive or detection controls within the supply chain.
4. IMPROVE (Three-Phase Strategic Recovery Model):

-
Phase I — Immediate Operational Containment (0–4 Weeks): Established a rigorous 100% entry-gate inspection mandate. Non-conforming lots were placed on immediate quality hold, and material release protocols were restricted to certified inspectors under a Qualified Operator Protocol. Retained physical samples were cataloged for forensic comparison, protecting strategic export accounts from defect leakage.
-
Phase II — Engineered Sourcing Correction (1–6 Months): Re-engineered supplier thermal treatment cycles by applying grade-specific Time-Temperature-Transformation (TTT) metallurgical logic. Furnace profiles were optimized for soaking temperatures, holding durations, and cooling rates to eliminate incomplete carbide spheroidization networks and manage surface decarburization. Corrective actions were validated using high-magnification optical microscopy and core hardness traverses, while chronic quality issues were managed via formal 8D CAPA processes tracked through Statistical Process Control (SPC).
-
Phase III — Systemic Process Governance (6–18 Months): Upgraded measurement systems by replacing non-conforming gauges and conducting comprehensive Measurement Systems Analysis (MSA), achieving a Gage Repeatability and Reproducibility (%R&R) of less than 10%. Standard Operating Procedures (SOPs) for inspection and heat treatment were rewritten, and a shift-based accountability matrix was introduced. Sourcing requirements were aligned with international EN 10204 3.1 inspection certificate standards, backed by mandatory pre-dispatch testing and strict lot traceability.
5. CONTROL (Institutionalized Performance Oversight):
To prevent quality drift and ensure the long-term stability of the re-engineered supply chain, a multi-layered control framework was embedded into the quality management system:
-
Layered Process Audits (LPAs): Structured multi-tiered audit schedules were deployed, incorporating daily operator verification checks, weekly supervisory process compliance reviews, and monthly executive quality governance assessments.
-
Continuous Technical Validation: Maintained scheduled, periodic metallurgical validation testing alongside verification of laboratory measurement systems.
-
Governance Review Architecture: Integrated regular data reviews to monitor the effectiveness of supplier CAPAs, ensuring long-term batch-to-batch consistency and preventing recurring process deviations.
Strategic Business Impact & Verified Metrics:
The systematic application of metallurgical governance and Six Sigma principles resolved the material crisis and delivered documented business outcomes:
-
Incoming Defect Reduction: Successfully reduced incoming raw material rejection rates from a volatile 25–30% baseline to a stable level under 15%.
-
Downstream Loss Mitigation: Drastically lowered internal process scrap and rework volumes by stabilizing raw material microstructures, leading to improvements in Overall Equipment Effectiveness (OEE).
-
Contractual Safeguarding: Achieved zero repeat customer escalations or quality notifications across all affected high-performance steel grades, securing key export accounts.
-
EBITDA Contribution: Recovered substantial annualized manufacturing costs by reducing the Cost of Poor Quality (COPQ), optimizing yields, and streamlining laboratory operations.
Leadership & Technical Competencies Demonstrated:
-
Advanced Metallurgical Diagnostics & Verification:
-
Quantitative analysis of elemental chemistry, microstructural phases, and decarburization behavior.
-
Microstructural characterization using high-magnification optical microscopy and microhardness profiling.
-
Application of TTT kinetic models to industrial spheroidization annealing operations.
-
-
Statistical Quality Engineering & Six Sigma Execution:
-
Advanced application of Six Sigma DMAIC methodologies within primary manufacturing environments.
-
Deployment of Statistical Process Control (SPC) frameworks and Measurement Systems Analysis (MSA/Gage R&R).
-
Rigorous PFMEA revision, control plan formulation, and execution of Layered Process Audits (LPA).
-
-
Supplier Quality Governance & Turnaround Leadership:
-
Conducting comprehensive process capability audits and implementing 8D CAPA systems at external supply facilities.
-
Designing and enforcing material traceability standards aligned with EN 10204 3.1 parameters.
-
Cross-functional change management linking procurement objectives with corporate quality standards.
-
Board-Level Executive Insight:
This initiative demonstrates that chronic quality failures within a steel manufacturing supply chain are rarely isolated technical defects; they are typically symptoms of underlying gaps in the control architecture and governance models.
By establishing robust entry gates, modernizing laboratory verification capabilities, and actively managing supplier process compliance, the raw material infrastructure was successfully stabilized. This transformation demonstrates how technical metallurgical leadership and rigorous quality governance can directly safeguard corporate margins, protect strategic accounts, and convert a volatile operational risk into a sustainable source of EBITDA performance.
🏆 CASE STUDY -3: DIGITAL PROCESS TRANSFORMATION THROUGH ADVANCED QUALITY & PROCESS CONTROL: ARCHITECTING PREDICTIVE METALLURGICAL SYSTEMS
Executive Summary:
Led a high-stakes strategic digital transformation and process modernization initiative within a high-volume, specialty steel wire production environment. The production line faced severe operational headwinds, characterized by a sub-optimal First Passed Yield (FPY) baseline and chronic structural inconsistencies. These vulnerabilities were caused by subjective process control systems relying on visual flame judgment and significant variations in manual machine setup adjustments. This tribal-knowledge-driven framework resulted in elevated scrap rates, erratic hardness variations, and compromised downstream wear-life predictability.
Utilizing a structured Six Sigma DMAIC framework, a comprehensive modernization program was executed to replace legacy manual variables with an integrated, digitally controlled manufacturing environment. The intervention focused on standardizing microstructural development by stabilizing the line's mechanical, chemical, and combustion variables. This initiative successfully transitioned a craft-based hardening operation into a highly repeatable, science-based manufacturing asset. It eliminated dependency on operator manual adjustments, achieved world-class process capability, protected key customer applications, and turned a volatile manufacturing line into a reliable contributor to corporate EBITDA.
Business Challenge:
The operation relied on a legacy flame hardening line where microstructural transformations were governed by unmetered fluid flows and manual positioning techniques. This processing approach introduced severe technical and commercial exposures to the organization:
-
Subjective Process Control Architecture: Burner profiles and heat outputs were adjusted based on visual operator interpretation, causing thermal drift and inconsistent core-to-surface microstructural development.
-
Cooling Severity & Phase Transformation Gaps: The use of slow-speed quenching media limited process efficiency, resulting in inadequate phase transformation rates and an unacceptably high retention of unstable secondary phases.
-
Operational Inefficiencies: Machine changeovers relied on a trial-and-error approach to burner positioning, leading to extended setup times, high startup scrap generation, and depressed Overall Equipment Effectiveness (OEE).
-
Contractual Risk Exposure: Severe variation in product wear life created quality risks for top-tier original equipment manufacturer (OEM) accounts, highlighting the need for a standardized process control framework.
To mitigate these risks, executive leadership mandated a complete, data-driven engineering overhaul to institutionalize process stability and ensure product durability.
DMAIC Transformation Strategy
1. DEFINE (Project Scope & Operational Risk Profiling)
A formal cross-functional project charter was deployed to eliminate operational variability and de-risk the heat treatment stream. The scope focused on moving away from subjective manual assessments and establishing rigid control parameters. Key objectives included:
-
Stabilizing structural phase transitions to guarantee consistent product wear life.
-
Upgrading line capability to eliminate setup-related scrap and improve asset utilization.
-
Democratizing the manufacturing workflow, ensuring any trained operator could achieve repeatable, optimal results independently of tribal knowledge.
2. MEASURE (Advanced Metrology & Baseline Quantification)
To establish an accurate technical baseline, advanced measurement systems were integrated into the line's operating procedures:
-
High-Precision Geometrical Mapping: Replaced standard manual calipers with digital micrometer arrays to execute continuous volumetric product mapping across the processing zone.
-
Quantitative Cross-Sectional Profiling: Implemented microstructural characterization and surface-to-core microhardness profiling to map baseline microstructural properties.
-
Process Capability Baseline: Audited historical operational data to map the true correlation between manual parameter fluctuations and the line's sub-optimal yield capability.
3. ANALYZE (Multi-Variable Root Cause Evaluation)
Forensic engineering evaluations concentrated on isolating the primary drivers of phase transformation variability. Through detailed process mapping and multi-variable analyses, the true root causes were validated:
-
Combustion Flux: Unmetered gas delivery systems caused unpredictable air-to-fuel ratios, leading to fluctuating peak temperatures within the heating zone.
-
Spatial Misalignment: The absence of fixed mechanical reference points allowed burner assemblies to drift across horizontal and vertical axes, introducing uneven heat patterns.
-
Thermodynamic Limitations: Legacy cooling media could not achieve the quench severity required to optimize structural transformation rates, leaving excessive levels of soft, retained secondary phases in the material matrix.
4. IMPROVE (Digital Instrumentation & Process Modernization)
The transformation of the manufacturing stream was achieved through three core engineering interventions:
-
Digital Combustion Control Integration: Replaced manual fuel valves with high-accuracy digital mass flow controllers to stabilize gas delivery. This modification maintained precise air-to-fuel ratios, eliminating flame temperature fluctuations.
-
Multi-Axis Spatial Standardization: Upgraded the burner sub-assembly with multi-axis digital positioning controls and micrometric tracking sliders. By digitizing positioning coordinates, the "art" of machine setup was replaced with clear numerical parameters, reducing changeover times.
-
Quench Severity Optimization: Transitioned the cooling track to an engineered, high-severity quenching medium. This change accelerated phase transformation kinetics, maximizing uniform martensitic development while minimizing unwanted retained secondary phases across the working profile.
5. CONTROL (Institutionalized Data-Driven Governance)
To ensure long-term stability and prevent operational drift, a robust governance architecture was embedded into the line's standard workflows:
-
Automated Control Plans: Integrated digital position coordinates and real-time flow boundaries directly into the line's standard quality gate architecture.
-
Real-Time Statistical Process Control (SPC): Deployed live SPC tracking charts at the operator interface to monitor gas ratios and alignment tolerances, providing early warnings for process variations.
-
Skills De-Risking: Standardized digital parameter sheets to ensure that any qualified operator could achieve optimal product properties, effectively safeguarding the process from tribal knowledge reliance.
Strategic Business Impact & Verified Results
The implementation of digital control methodologies successfully modernized the manufacturing asset and delivered documented corporate outcomes:
-
First Passed Yield Optimization: Transformed the line’s performance from a volatile baseline to a highly consistent, world-class operational yield profile.
-
Product Wear-Life Expansion: Maximizing martensitic structure uniformity provided a significant increase in component wear-life predictability, securing the brand's technical position with major OEM accounts.
-
Asset Efficiency Optimization: Eliminating manual trial-and-error setups minimized changeover scrap, optimized energy consumption, and stabilized Overall Equipment Effectiveness (OEE).
-
Repositioning Quality Governance: Successfully moved the operation away from reactive inspection, establishing a standardized digital control framework that protects corporate margins and eliminates operational risk.
Leadership & Technical Competencies Demonstrated
-
Process Digitalization & Advanced Control Systems:
-
Integration of digital mass-flow combustion equipment and automated fluid regulation systems.
-
Implementation of multi-axis digital positioning mechanisms for spatial process control.
-
Transitioning manual production operations into standardized, data-driven systems.
-
-
Applied Metallurgy & Phase Transformation Optimization:
-
Optimizing martensitic transformation kinetics through precise cooling curve adjustments.
-
Managing microstructural phases and mitigating retained austenite development.
-
Application of Vickers microhardness mapping and advanced cross-sectional profiling.
-
-
Operational Excellence & Statistical Governance:
-
Applying structured Six Sigma DMAIC frameworks to eliminate process variability.
-
Developing real-time Statistical Process Control (SPC) structures and digital control plans.
-
Standardizing complex operating tasks to mitigate operational risk and optimize asset utilization.
-
Board-Level Executive Insight
This initiative demonstrates that relying on manual operator interpretation for complex metallurgical processing introduces unnecessary operational risk that can impact yield consistency and corporate margins.
By digitizing spatial positioning coordinates and stabilizing combustion parameters, the heat treatment process was successfully turned into a predictable, science-based manufacturing asset. This case study provides a blueprint for executing digital process transformations on public portfolio platforms. It effectively communicates advanced engineering capabilities, operational leadership, and process control expertise while maintaining absolute compliance with global intellectual property boundaries and corporate non-disclosure standards.


🏆 CASE STUDY 4: FUNCTIONAL PERFORMANCE STABILIZATION THROUGH PROCESS GOVERNANCE & SURFACE CONDITIONING OPTIMIZATION: MASTERING INTERFACIAL FRICTION DYNAMICS
Executive Summary
Led a high-impact strategic quality transformation and surface-engineering optimization initiative within a high-volume specialty wire manufacturing environment to eliminate recurring downstream functional performance failures affecting critical customer forming operations. The organization faced severe customer escalations due to erratic dimensional variations during high-speed cold-forming applications, leading to complete rejection of affected batches and introducing immediate operational risks to tier-one international OEM supplier status. While initial customer perceptions focused on internal base-material macro-inconsistencies (such as perceived metallurgical "soft spots"), a disciplined Six Sigma DMAIC framework isolated the true root cause as interfacial tribological instability driven by a breakdown in drawing-lubricant carrier mechanics.
The structural intervention shifted the quality model from reactive sorting to advanced substrate conditioning. By optimizing chemical rinsing parameters, enhancing boundary lubrication carriers, and modernizing measurement verification metrics, the initiative completely eliminated pitch distortion failure modes. This project stabilized product performance, reduced operational variability, secured high-value export contracts, and institutionalized a data-driven process control model that highlights how advanced surface engineering directly protects corporate EBITDA.
Business Challenge
The operation faced a critical quality challenge involving high-performance wire configurations utilized in high-stress, high-velocity downstream spring coiling equipment. Severe dimensional and pitch variations during the forming cycle generated significant manufacturing waste and exposed the enterprise to high financial and structural risks:
Executive leadership required a rigorous, science-based intervention to stabilize the wire's surface architecture, preserve client trust, and reinforce the company's position as a reliable technical partner.
DMAIC Transformation Strategy
1. DEFINE (Operational Alignment & System Boundaries)
A cross-functional task force linking Metallurgy, Quality Assurance, and Surface Chemistry operations deployed a formal improvement charter. The primary focus was transitioning the wire surface from a variable manufacturing state to a predictable, highly engineered boundary layer. Project targets concentrated on:
2. MEASURE (Tribological Mapping & Metrology Benchmarking)
To identify the physical mechanisms driving the coiling failures, the team established a precise testing and metrology framework:
3. ANALYZE (Isolating the Tribological Failure Mechanism)
Forensic surface analysis and process-route audits confirmed that the variance was driven by an underlying mechanical-tribological coupling issue rather than core metallurgical soft spots.
The detailed investigation isolated three main process gaps:
4. IMPROVE (Substrate Conditioning & Visual Governance)
The improvement phase moved the operation away from reactive sorting, introducing advanced substrate engineering and standardized process controls:
5. CONTROL (Institutionalizing Process Gating & Risk Architecture)
To lock in the improvements and maintain long-term stability, a structured control framework was embedded into the plant's quality management system:
Strategic Business Impact & Verified Results
The application of Six Sigma methodology and tribological engineering successfully stabilized the product line and delivered validated commercial benefits:
Leadership & Technical Competencies Demonstrated
Board-Level Executive Insight
This initiative demonstrates that complex manufacturing issues are often misdiagnosed as base-material metallurgical defects when they actually stem from unmapped variations in interfacial process boundaries.
By focusing on substrate preparation as a fundamental driver of quality, the operation successfully resolved a chronic performance variance and protected a core revenue stream. This case study highlights how technical leadership, rigorous process discipline, and structured quality governance can transform an operational risk into a clear demonstration of process stability and long-term competitiveness.
-
-
-

